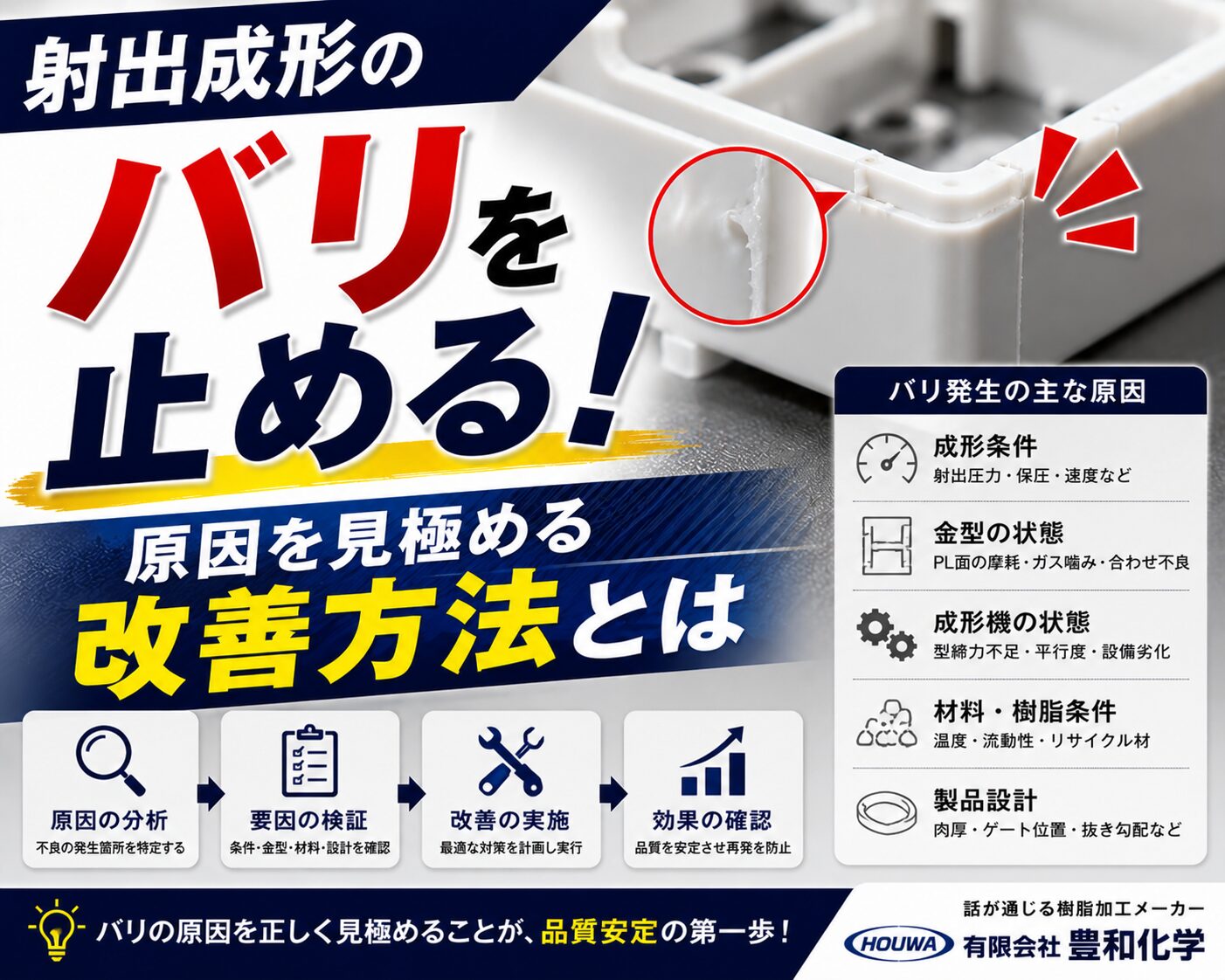
射出成形のバリを止める!原因を見極める改善方法とは
目次
バリが出たら、まず何を疑いますか?
バリが発生すると、多くの現場では
- 型締力を上げる
- 保圧を下げる
- 射出圧力を下げる
といった成形条件の変更から始めることがあります。
しかし、本当にそれだけで改善できるでしょうか。
実際には、条件を変更して一時的に改善しても、別の不良が発生したり、量産になると再発したりするケースは少なくありません。
重要なのは、バリが出る「原因」を正しく見極めることです。
バリが発生する原因
バリは一つの原因だけではありません。
-金型-
ベント不良
PL面摩耗
ガス噛み
型の合せ不良
PL面の傷
-成形機-
型締力不足
トグル摩耗
平行度
-成形条件-
射出圧力
保圧
保圧時間
射出速度
樹脂温度
金型温度
-材料-
流動性
樹脂温度
リサイクル材比率
条件だけ変える危険性
例えば、保圧を下げれば確かにバリは減ります。
でも今度は
- 引け
- 寸法不良
- 強度低下
が発生することがあります。
つまり
バリだけを見て条件を決めると、他の品質を犠牲にしてしまう可能性があります。
なぜ、バリが出ているのか真の原因を探求する必要があります。
金型のガス抜き不良(投影面積以上の型締め)や、最終充填時の射出スピードが
速すぎることで樹脂が過熱され粘度低下を起こし、バリになっている例もよく見られます。
豊和化学ではこう考えます
まず「なぜここだけバリが出るのか」を考えます。
例えば
- PLなのか
- スライドなのか
- ピン周辺なのか
- ゲート周辺なのか
場所によって原因は違います。
ですから
条件変更より、前述の通り原因分析を優先します。
まとめ
バリは「圧力が高いから出る」という単純な不良ではありません。
材料、金型、設備、製品設計、成形条件が複雑に関係しています。
だからこそ、条件だけではなく
原因を見極めることが改善への近道です。
豊和化学では、図面通りにつくるだけではなく、「なぜバリが発生するのか」を現場目線で分析し、お客様と一緒に最適な改善策をご提案しています。
射出成型のご相談