最新情報・ブログ– category –
-

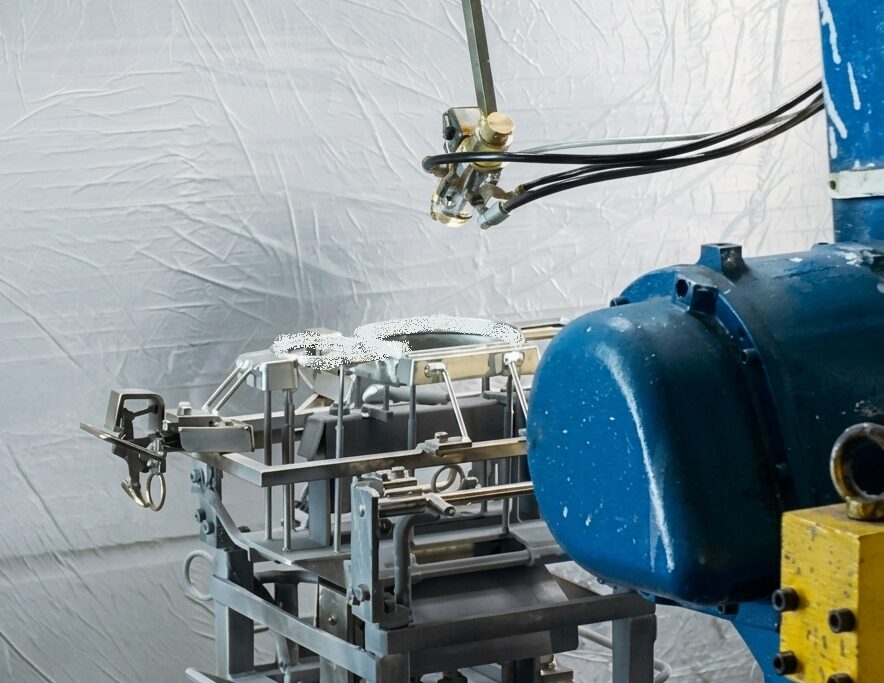
電鋳治具で極める精密塗装
妥協のない「外観品質」を塗装でも実現 徹底した外観品質へのこだわりを、塗装工程においても「電鋳(でんちゅう)治具」を活用することで実現します。電鋳治具塗装にも対応できる技術を持っております、治具の作成からご相談ください なぜ「電鋳治具」が... -
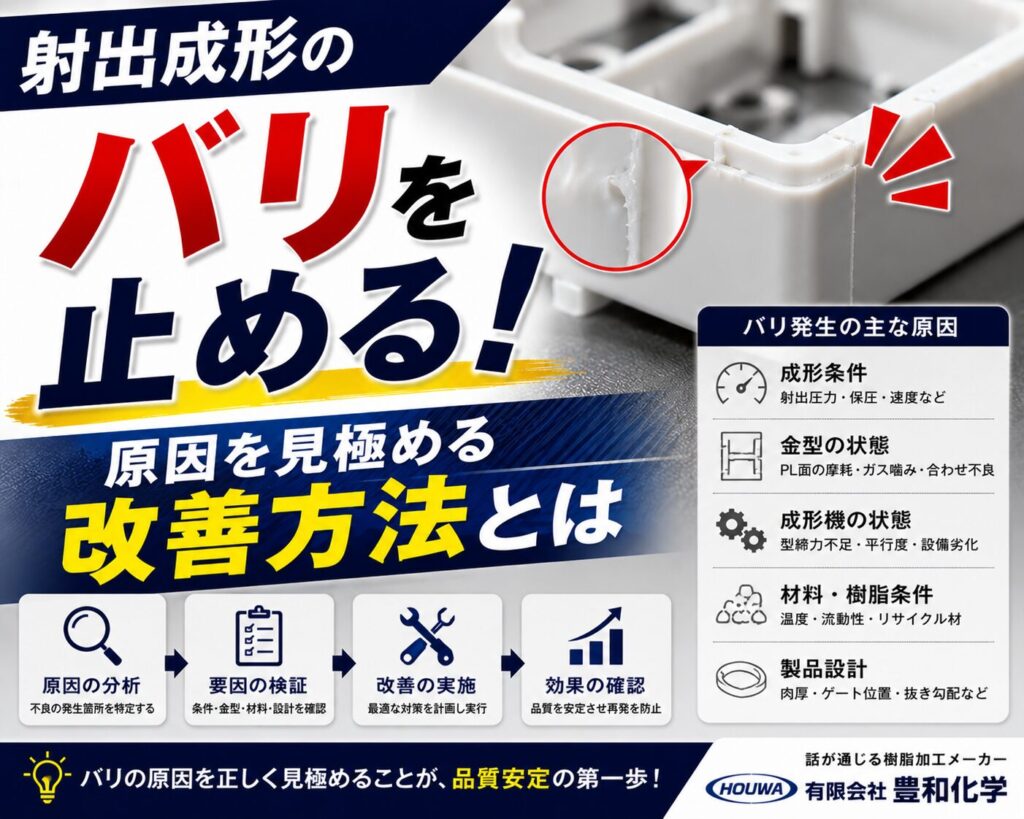
射出成形のバリを止める!原因を見極める改善方法とは
バリが出たら、まず何を疑いますか? バリが発生すると、多くの現場では 型締力を上げる 保圧を下げる 射出圧力を下げる といった成形条件の変更から始めることがあります。しかし、本当にそれだけで改善できるでしょうか。実際には、条件を変更して一時的... -
背圧を上げれば品質は良くなる?射出成形で知っておきたい背圧の役割(初級)
背圧とは? 背圧とは、可塑化中にスクリューが回転後退する際、その動きを油圧やサーボで制御し、圧力を掛けながら可塑化工程をすすめるとです。樹脂を均一に溶かし、安定した成形につなげるための重要な条件の一つです「引けが出るから背圧を上げてみよう... -
成形不良”ヒケ”を改善する
「引け」とは? 引けとは、樹脂が冷却・収縮する際に製品表面が局所的にへこむ成形不良です。外観品質が求められる白物部品や黒系光沢部品では、わずかな引けでも製品価値を大きく損なうため、早期の原因究明と対策が重要になります 引けが発生する主な原... -
「反り」「内倒れ」の原因と設計・成形条件で防ぐポイント
はじめに 箱型や深さのある製品を成形した際、壁面が内側に曲がってしまう「内倒れ」や、底面が弓なりになる「反り」に悩まされていませんか?これらは外観だけでなく、他部品との組み付け不良に直結する深刻な問題です。本記事では、この現象がなぜ起きる... -
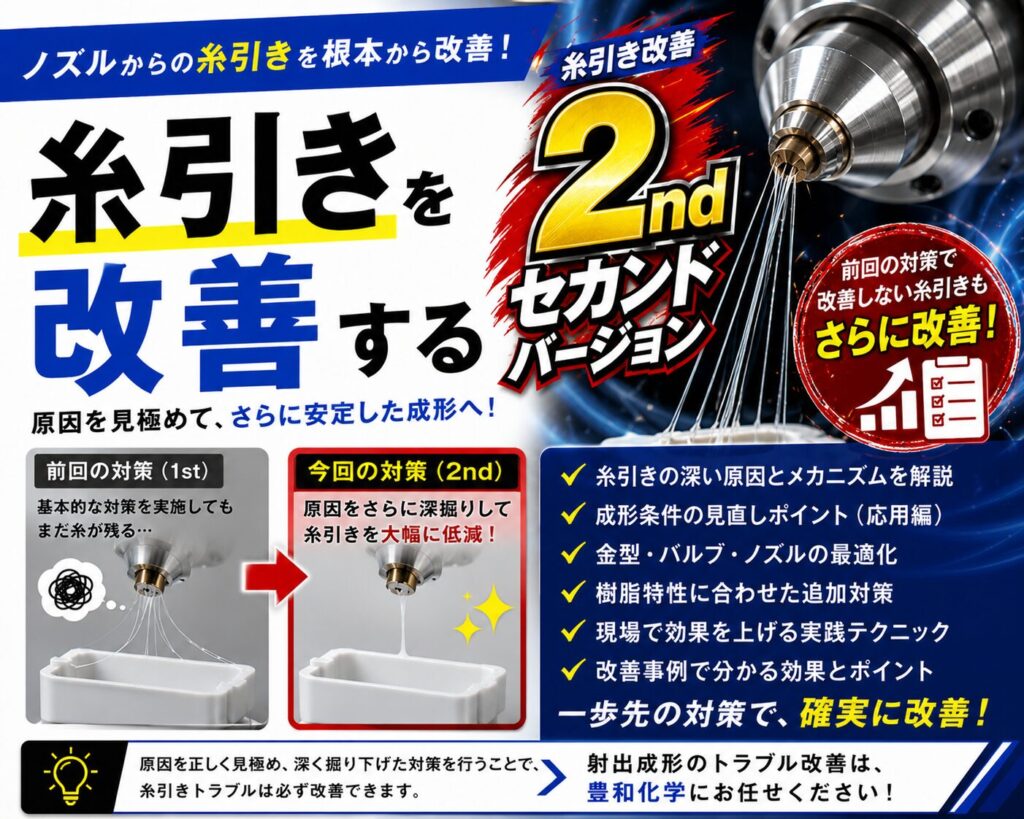
糸引き対策 2nd:高度な条件管理
基本対策の「その先」へ 第1弾では、樹脂温度や冷却時間の調整といった基本的な対策を紹介しました。しかし、白物や透明部品、あるいは軟質塩ビのような難易度の高い案件では、基本だけでは解決できないケースが多々あります。第2弾では、現場でのより高度... -
射出成形の糸引き対策について(失敗しないコツ)
射出成形の糸引き対策について(失敗しないコツ) 射出成形でよく発生する不良の一つに「糸引き」があります。取り出し時や金型開放時に樹脂が糸のように伸びてしまい、外観不良や異物の原因になるため注意が必要です。 糸引きは、ちょっとした条件の違い... -
射出成形の外観不良「シルバー」を解決する|原因究明へのアプローチと対策
1. 白物成形を悩ませる「シルバー」 「シルバー(銀条)」は、樹脂の流れに沿って銀白色の筋が現れる厄介な不良です。黒点や色むらと同様、シルバーもまた「美しさ」を追求する成形現場にとっては、避けては通れない課題です 2.シルバーが発生する主な原... -
白物成形の外観品質を極める:黒点・色むらを防ぐ技術力
白物部品の「美しさ」はブランドの命 家電や医療機器などの「白物」は、わずかな汚れも許されないシビアな世界です。0.1mmの黒点や、光の加減で見える微細な「色むら」が製品価値を左右します。 黒点対策:糸引きを防ぎ「焼け」を根源から断つ 黒点の正体... -
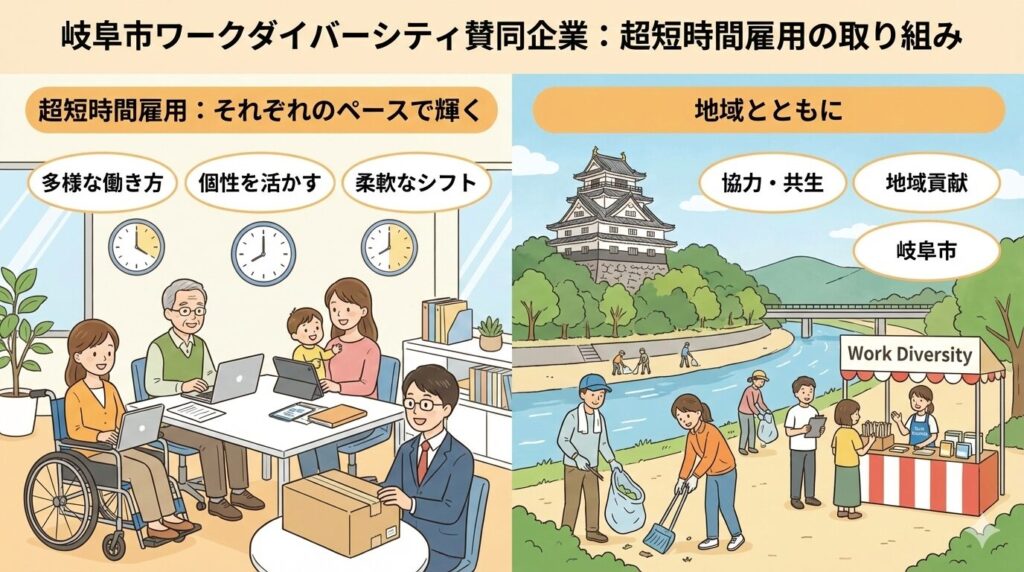
超短時間雇用で広がる、新しい働き方への挑戦
超短時間雇用 先日、フナブセ様のご紹介で、弊社での仕事に興味を持っていただいた方が会社見学に来てくださいました。現在、様々な理由で働く時間や環境に制限がある方がいる一方で、企業側では人手不足という課題を抱えています。 「少しの時間でも働き...






12